What is the difference between the material specifications for A106 Grade B Seamless pipe and A53 Grade B (Type S) seamless pipe?
We are sometimes asked this question by Customers and whether or not they are interchangeable. This article will focus on comparing the three most commonly requested ones- A106B, A106C and A53B seamless and will highlight some of the key factors an engineer would focus on in their selection process.
First and foremost, let’s start with the most important concept – suppliers and manufacturers must always follow the designated requirements and specifications invoked for a specified line item or order. 1
A customer must exercise caution when evaluating these specifications to allow proper selection between these two materials. For starters, a visual inspection of the pipe will determine whether or not the pipe is seamless or welded, but it will not reveal which specification.
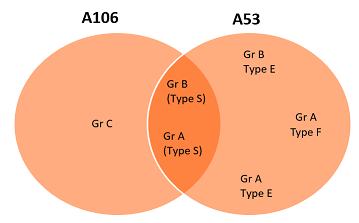
A106 is only produced as a seamless product and is available in three grades; A, B, C. There are no Types in A106 because it is produced only as a seamless product.
A53 comes in two grades and three types. A53 can be produced as a seamless product (A53 Grade A Type S (Seamless) and A53 Grade B Type S (Seamless) or as a welded product (A53 Grade B Type E (Welded), A53 Grade A Type E (Welded) or A53 Grade A Type F (Welded)).
Seamless pipe is often made by drawing a solid shape over a mandrel to form the configuration of a tube. Welded pipe is more commonly made by rolling a flat strip of material into a tube and joining the edges together with a longitudinal weld. The weld can be made by either Electric Resistance Welding (Type E) or by Furnace Butt Welded/Continuous Welding (Type F).
The ASTM A106 specification is for seamless carbon steel pipe for High-Temperature Service. A106 must be produced with killed steel 2. It covers nominal pipe sizes (NPS) 1/8” NPS to 48 NPS”. For sizes 1- 1/2” NPS and under, A106 may be produced by two different processes; either hot finished or cold drawn. Unless otherwise specified, pipe 2″ NPS and over shall be furnished hot finished. Typical uses for A106 are for handling liquids and gasses at high temperatures and pressures in power plants, oil refineries, and industrial facilities.
The ASTM A53 specification is for steel pipe of welded or seamless construction, and available in black or hot-dipped zinc-coating (aka galvanized) 3. A53 does not require the use of killed steel as a starting material. It covers nominal pipe sizes 1/8” NPS to NPS 26” NPS. It is incumbent upon a purchaser to request the grade and type, whether black or galvanized, and the desired end configuration. A53 does not require nor prohibit any specific process (such as hot finished or cold drawn or other process) in the production of seamless pipe. Typical uses of A53 pipe are structural applications or for low pressure fluid systems such as air, gas, and water.
Since A106 seamless can be hot finished or cold drawn, in very, very basic terms the difference between the two is a matter of the temperature at which the process is performed. Hot finished pipe is produced at temperatures over about 1700F° while cold drawn is produced at much lower temperatures and with more processing. In general, cold drawn pipe has an improved surface finish and better dimensional control.4
As one can see in the Chemical Composition Chart below it is first important to identify the actual specifications and grades by the revision years to effectively compare. Here we will compare the ASTM A106-15 in both the B and C grades to ASTM A53-12 Grade B in Type S (Seamless).
As one can see in the charts below, there are no major differences in chemistry and mechanical properties that would prevent a mill from producing a pipe that will meet these requirements of A106 Grade B and A53 Grade B Type S (Seamless).
Now let’s look at the chemistry nuances as there is a more to review.5 First, the specified elements within the two specifications are not the same. A53B does not have a requirement for minimum silicon content (although silicon can be present); for A106, however, the minimum silicon content is 0.10%. Silicon is regarded as an important element for improving the heat resistance ability. The manganese, phosphorous and sulfur requirements are different, but the maximums are quite high and material rarely approaches these values. The remaining elements are the same for the B grades.
As for the mechanical properties, A106-15 Grade B and A53-12 Grade B Seamless have the same tensile strength, yield strength and the same elongation values in 2” NPS when tested with a longitudinal strip test specimen.
What then are the differences between A106 grades B and C?6 The maximum allowable carbon content is higher in Grade C; which can result in higher mechanical properties due to this increased carbon content. An engineer may be interested in this higher tensile and yield strength provided by Grade C when selecting materials for high temperature service.
Regarding the need for heat treatment, the only requirements are A106 requires cold drawn material to be stress relieved at 1200°F or higher. A53 Grades A and B seamless products do not require heat treatment at all.
Additional points where differences exist between A106 and A53 include weight, dimensions, and end finish. For A53, the weight of any pipe shall not vary more than 10% from its specified weight. For A106, the mass of any length of pipe shall not vary more than 10% over and 3.5% under that specified.
Dimensions are different and may be more restrictive in either specification; depending on the ordered size in NPS. Please refer to the Dimensions Chart below for specific tolerances for the outside diameter. A53 and A106 have the same wall thickness tolerance; the minimum wall at any point shall not be more than 12.5% under the specified wall thickness.
The end finish for A106 pipe 1-1/2” NPS and less for all wall thicknesses shall be plain end square cut or plain end beveled at the option of the manufacturer. For A106 pipe of 2” NPS and larger, walls through extra strong shall be plain end beveled, and walls over extra strong shall be plain end square cut. Threaded ends are not an available option.
Available end finishes in A53 are plain end or threaded. Plain ends may be either beveled or square cut. For 1-1/2” NPS and less, the end finish is the option of the manufacturer unless otherwise specified. 2” NPS and larger pipe of standard or extra strong weight, or wall thickness less than .500” (except double extra- strong) shall be plain end beveled. Pipe with a specified wall thickness greater than .500” and all double extra-strong pipe shall be plain end square cut. Threaded ends are available and may be ordered with couplings.
Dual certification occurs when a manufacturer produces pipe that meets the more stringent requirements between the specifications involved; including, but not limited to, melt practice and processing, chemistry control, dimensions, and weight per length. It is easy to understand, therefore, how it is possible for a mill to dual certify pipe as A106 Grade B and A53 Grade B Type S (Seamless); or even triple certify as A106 Grade B/C and A53 Grade B Type S (Seamless)
Not surprising, it is common for a customer (be it a purchasing professional or engineer) to request A106 as an alternative to A53 seamless. Based on a customer’s review and decision-making and that the requirement is not for galvanized pipe, we can provide this alternative.
One last thought to mention is that there can be a difference between ASME (often referred to as the Code) and ASTM specifications for what at first glance may seem like similar material. This can be a confusing issue. It is helpful to first recognize that there may be little difference or great difference between the specifications for ASTM and ASME.7 For a more detailed analysis of the general differences between ASME & ASTM go to the article entitled WHITEPAPER: ASTM vs ASME - Understanding the relationship between the two at https://goo.gl/93obyO.8
At Tioga, a deep dive into your requirements is what we love to do. To contact a Tioga sales representative call 800-523-3678 or sales@tiogapipe.com or for a specific location go to http://goo.gl/PboZNp.
Comparison Charts:
Chemical Composition Chart:
| Standard |
Grade |
Process |
Chemical Composition % |
| C max |
Mn* |
P max |
S max |
Si min |
Cr˟ max |
Cu˟ max |
Ni˟ max |
Mo˟ max |
V˟ max |
| ASTM A106-15 |
B |
SMLS |
0.30* |
0.29-1.06 |
0.035 |
0.035 |
0.10 |
0.40 |
0.40 |
0.40 |
0.15 |
0.08 |
| ASTM A106-15 |
C |
SMLS |
0.35* |
0.29-1.06 |
0.035 |
0.035 |
0.10 |
0.40 |
0.40 |
0.40 |
0.15 |
0.08 |
| ASTM A53-12 |
B |
SMLS |
0.30* |
1.20 |
0.05 |
0.045 |
--- |
0.40 |
0.40 |
0.40 |
0.15 |
0.08 |
| * | For each reduction of 0.01% below the specified carbon maximum, an increase of 0.06% manganese above the specified maximum will be permitted up to a maximum of 1.65%. |
| x | The sum of these five elements shall not exceed 1% (1.00% for A53) |
| --- | No requirement for this element |
Mechanical Properties Chart:
| Standard |
Grade |
|
|
| Process |
Tensile Strength (MPa) Min |
Yield Strength (MPa) Min |
Elongation in 2” (%) MinimumLong. Strip Test |
Elongation in 2” (%) MinimumTrans. Strip Test |
| ASTM A106-15 |
B |
SMLS |
60,000 [415] |
35,000 [240] |
30 |
16.5 |
| ASTM A106-15 |
C |
SMLS |
70,000 [485] |
40,000 [275] |
30 |
16.5 |
| ASTM A53-12 |
B |
SMLS |
60,000 [415] |
35,000 [240] |
30 |
See Spec |
Dimensions Chart:
| Standard |
Permissible Variations in Outside Diameter |
| NPS” |
OVER |
UNDER |
| ASTM A53-12 |
1-1/2 and less |
1/64” (0.015”) |
1/64” (0.015”) |
| ASTM A53-12 |
2 and over |
1% of OD |
1% of OD |
| ASTM A106-15 |
1/8 to 1-1/2 |
1/64” (0.015”) |
1/64” (0.015”) |
| ASTM A106-15 |
Over 1-1/2 to 4 |
1/32” (0.031”) |
1/32” (0.031”) |
| ASTM A106-15 |
Over 4 to 8 |
1/16” (0.062”) |
1/32” (0.031”) |
| ASTM A106-15 |
Over 8 to 18 |
3/32” (0.093”) |
1/32” (0.031”) |
| ASTM A106-15 |
Over 18 to 26 |
1/8” (0.125”) |
1/32” (0.031”) |
| ASTM A106-15 |
Over 26 to 34 |
5/32” (0.156”) |
1/32” (0.031”) |
| ASTM A106-15 |
Over 34 to 48 |
3/16” (0.187”) |
1/32” (0.031”) |
Back to Top
| 1 | Tioga is not an engineering firm and does not recommend or select specifications and/or products to purchase. |
| 2 | Killed steel is steel that is deoxidized to such a level that essentially no reaction occurred between carbon and oxygen during solidification resulting in final products with a more chemically uniform analysis or integration from the bottom to the top of the ingot. |
| 3 | Galvanized is unique to A53. A106 can only be a substitute for A53 if the Customer does not state that there is a requirement for galvanized finish. A53 cannot be substituted for A106 unless it is dual certified by the manufacturer as A53/A106 due to the more restrictive requirements of A106. |
| 4 | For a more detailed analysis go to Tubular Goods- Hot Finished vs. Cold Drawn at https://goo.gl/13GyYN |
| 5 | For a complete detail of all chemistries and mechanicals please refer to the actual tables in the specifications or feel free to ask a Tioga salesperson to help you. |
| 6 | There is no A53 Grade C so no comparison can be made. |
| 7 | For example - SA106 in the 2015 ASME Code and ASTM A106-08 are the same. |
| 8 | It is important to understand the interplay between ASTM and ASME specifications because the risk of supplying, fabricating and/or installing incorrect material may be extremely significant. |

